此外,我们还提供适用于处理乳糖的部件和系统,包括专用旋转阀。
项目
比萨奶酪的原料是由该公司在爱尔兰的工厂生产的。为了应付对这些产品日益增长的需求,有必要对现有的进行全面的改造和升级稀相乳清蛋白、乳糖生产线。这涉及到从现有的喷雾干燥机和新的喷雾干燥机到包装机的路线。升级后,生产线必须符合适用的EHEDG和ATEX指南。
解决方案
TBMA在现有筒仓上安装了新的流化排放系统和新的更大的过滤装置。气力输送管线安装了新的卫生旋转阀和分流阀。此外,还非常重视装置的清洁性和服务干预之间生产可用性的提高。

此外,TBMA安装了具有空气过滤器的新接收料斗,并在其中一个高护理包装区域中的流化。两个tbma.高保重大袋加油站位于第二高级包装区,配有滚轮轨道,振动剪刀升降机,称重装置和剂量系统,除了填充25公斤袋的现有袋灌装线。
带有防护气锁密封的旋转阀

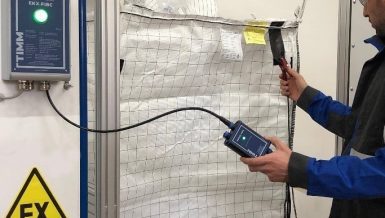
乳糖是一种对水分敏感的牛奶衍生物,在加工过程中会在金属表面“生长”。需要更换的旧阀门的维修间隔只有几个月。为此目的,TBMA开发了带有特殊迷宫轴封的旋转阀,包括空气监测系统。
该系统在早期检测到早期的任何问题,从而促进了充分的预防性维护和实际上避免了生产停机时间。阀门配备有具有最小摩擦表面的特殊转子。临界阀门是移动设计,可在生产环境之外进行快速变化和湿式清洁或维护。通过使用新的特殊的TBMA旋转阀现在,两次服务之间的生产时间约为一年。
实现
气力输送系统将粉末从喷雾干燥机输送到选定的筒仓,在筒仓中,输送的空气通过一级和二级粉尘过滤器进行分离。仓内装有测压元件、液位探测器和安全阀,以防止不必要的超压。
筒仓内的流化系统确保旋转阀得到最佳的供给。然后这些阀门确保将正确数量的产品注入气动输送系统,将产品输送到包装区域的缓冲料斗。产品通过筛网和金属检测,可以在线取样,然后转移到麻袋或大袋。
输送鼓风机是频率控制,使得即使没有产品需求,也会保持空气流动。这确保了管道中的空气质量保持在最佳水平。基于输送管线压力的旋转阀速度的PID控制确保了实现了最佳的传送速率,并且避免了管道堵塞。
灌装大袋时,操作人员将新袋悬挂在自动释放的挂钩上,然后灌装口连接到机器的灌装头。在高护理区,可充气密封保持无尘状态。大袋是由调节空气充气,以便内部衬垫和外部袋具有相同的形状。在灌装过程中,大袋由一个特殊设计的工作台振动,在粗灌装周期中工作台升高和降低。这个动作,再加上悬挂的大袋子,确保袋子被反复拉伸,从而创造一个稳定的,最佳填充的大袋子。在最后阶段(精细计量),大袋完全挂在称量架上,以便准确称重。准确的称量和精细的给药保证了大袋重量的重复性。认证灌装机作为一个商业称重单位的“重量和措施”,然后是简化。
TBMA拥有完整的组件和系统,提供批量处理的解决方案查看我们的网站以获取有关系统的信息气力输送或大袋灌装以及旋转阀,分流阀和取样器.
数据
- 产品:乳糖,脱脂奶粉,酪乳粉和乳清蛋白(WPC)
- 气动输送:每小时15000公斤
- 缓冲料斗:5 m3
- 灌装能力:每小时15大袋
组件和系统
- 筒仓流化系统
- 筒仓过滤系统
- 从储物筒仓到包装线的气动运输系统
- 转型器和关闭阀门
- 卫生旋转阀(乳糖型)
- 3个缓冲料斗,容量为5立方米
- Hi-care大袋灌装线,带振动台和精确称重
- 在线卫生取样器
- 带剪刀,控制面板和软件的滚轮轨道
- 项目设计与工程