为了做到这一点,他们不得不更换旧的水泥和粉煤灰投加设备,因为投加精度(±2%)不足以满足新项目的需要。两条剂量线(水泥和灰)由以下两部分组成:
- 一个缓冲料斗
- A型闸阀
- 安全帽定量阀
- 冲击式流量计
- 流态化助推器
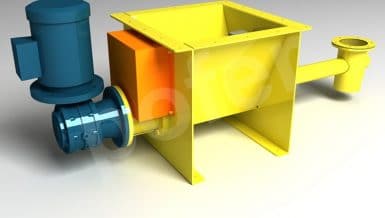
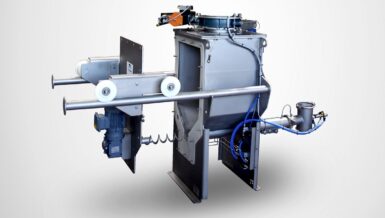
基于他们在散装材料加药方面的经验和专业知识,并在研究了客户需求后,Sautelma Rotolok提出了一种原始加药解决方案,该方案具有两个对称称重料斗,根据失重原理运行。两个料斗,每个料斗配备一个螺旋萃取器,构成一个高精度加药系统(<0.5%)。

每个加药站(水泥和灰分)由螺旋输送机连续输送。水泥的流速约为60t/h,灰的流速约为40t/h。
每个锉削螺钉向一个气动“Y”型分流器进给,该分流器根据液位探头(高)测量的液位将产品引导至两个称重料斗中的一个。
事实上,它们是安装在公共支撑架上的两个失重给料机,将投料卸入公共溜槽。
在这种情况下,双料斗称重系统有两个根本优势:
- 吸收连续的物料流,因为一个料斗排空,另一个料斗填充。
- 避免“填充阶段”,在典型的失重给料机的情况下,剂量是体积的(没有称重),因此不准确。因此,两个料斗的给料是100%重量的。
操作顺序:
为了简化解释,我们将漏斗称为Hopper 1和Hopper 2。
启动时,料斗1装料,料斗2空。
当料斗1达到高水位时,转向器改变位置,将产品导向料斗2。
发出启动命令后,称重进料开始。
MINISMART控制器配备有特定的失重加药程序,用于控制加药装置,可调整加药螺杆的速度,使单位时间(流速)的失重保持恒定,并符合设定点。
当达到低液位(通过称量料斗测量)时,分流器改变位置并将产品重定向至料斗1。
同时,料斗2(同时已填充)开始加药。
如果进料速率高于加药速率,则正在加药的料斗将不会排空其内容物,并且正在填充的料斗将达到其高液位。将出现“填充缺陷”,该缺陷将停止进料螺杆,以防止产品溢出。
如果该加药系统放置在筒仓下方,并通过重力接收产品,则在筒仓出口安装气动刀闸阀。该阀用于在一个料斗中的高液位到达另一个料斗中的低液位触发之前关闭进料。
这种Sautelma双料斗称重喂料系统具有许多优点:
- 与市场上其他现有系统相比,投资额减少,
- 计量精度高,稳定性和重复性好
- 启动时校准一次,之后不再需要。
- 由于静态称重与称重系统中的损失(单位时间内的净重损失)相关,因此不会影响任何产品堵塞的给药精度,
- 维护减少到最低限度,仅限于轴上的密封垫片。
该系统与贫相气力输送(正压)相结合,也可用于将煤粉输送至炉膛入口的燃烧器。
Rotolok成立于1973年,是旋转阀和其他物料搬运设备的制造商,可为您提供全套搬运设备,用于加工各种粉末和颗粒。如果我们不能直接满足您的要求,那么我们集团的另一家公司很有可能满足您的要求。
-
...